от 20750€
от 20750€
Получите лучшее ценовое предложение с индивидуальным подбором оптимальной комплектации для вас, набрав или написав в мессенджере по номеру +375 (29) 611-83-85 !
Либо напишите нам на почту stanki@kami.by и мы вышлем вам коммерческое предложение.
НАЗНАЧЕНИЕ:
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Идеально подходит для применения на предприятиях по производству корпусной мебели, а именно: офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, мебельные фасады, также эксклюзивная мебель, изготавливаемая по индивидуальным заказам.
| Толщина кромочного материала | мм | 0,4-3 |
| Толщина детали, мин/макс | мм | 8-45 |
| Размеры обрабатываемой детали ( мин ) - длинна x ширина | мм | 90x70 |
| Скорость подачи | м/мин | 10 |
| Фрезы узла предварительного фрезерования-2шт. | мм | ф60 × ф20 × h48, z= 3+3 |
| Мощность двигателей | кВт | 1,1; 0,75 |
| Обороты фрез | об/мин | 12000 |
| Мощность двигателей - 2шт. | кВт | 2х0,22 |
| Обороты пил | об/мин | 12000 |
| Фрезы узла снятия свесов кромки по плоскости - 2шт. | мм | Ф75; Z = 4; R2 |
| Мощность двигателей-2шт. | кВт | 2х0,55 |
| Обороты | об/мин | 12000 |
| Полировальный узел – мощность | кВт | 2х0,18 |
| Обороты | об/мин | 1400 |
| Патрубки системы аспирации | мм | Ф 120 |
| Общая мощность | кВт | 6,9 |
| Питающее напряжение (3 фазы ) | В | 380 |
| Давление сжатого воздуха | Bar | 6,5 |
|
Габаритные размеры:
- длина - ширина - высота |
мм |
3400 1200 1260 |
| Вес | кг | 950 |
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:

СХЕМЫ ОБРАБОТКИ:
| Подача кромочного материала | Разделительная жидкость (опция) | Предварительное фрезерование | Предварительный нагрев заготовки (опция) |
 |
 |
 |
 |
| Клеевой узел | Пресс группа | Двух моторная торцовка | Фрезерование свесов |
 |
 |
 |
 |
| Циклевка радиусная | Очищающая жидкость (опция) | Циклевка плоская (опция) | Полировка |
 |
 |
 |
 |
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
|
|
Узел предварительного фрезерования Предназначен для предварительной прифуговки торца заготовок перед приклеиванием кромки. Устраняет сколы после раскроя и ступеньку от подрезной пилы выравнивает геометрию детали (первый мотор работает в направлении подачи, второй против — для исключения сколов), макс. припуск на обработку 2 мм. Узел прифуговки состоит из двух высокочастотных двигателей 12 000 об / мин, 1,1 кВт и 0,75 кВт |
|
|
|
|
|
Клеевой узел
|
|
|
Опорный копир перед клеенаносящем валом предохраняет от удара и загрязнения передней край заготовки о вал во время подачи заготовки. |
|
|
Пресс группа
|
|
|
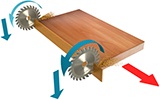
Торцовочный агрегат
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации. Отличительные особенности:
Торцовка оснащена системой аспираций. Отсутствие пыли на направляющих и подшипниках обеспечивает долговечность и стабильность работы системы.
|
|
|
Узел фрезерный для снятия свесов
|
|
|
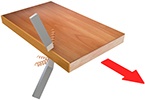
Узел радиусной цикли 
|
 |
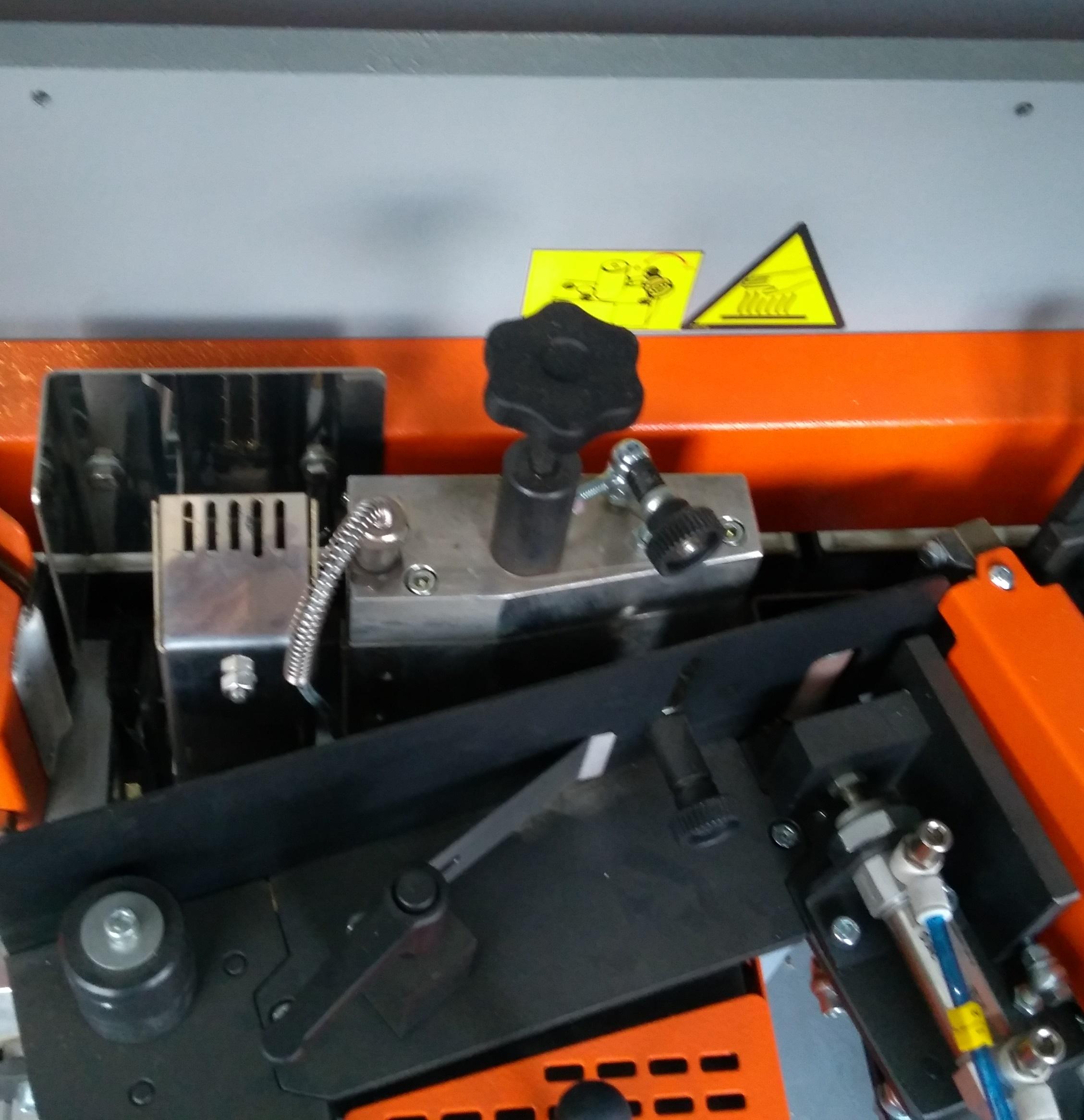
Настройка циклевочного узла Вывод циклевочного узла из рабочей зоны производиться с помощью рычажка. Это позволяет моментально перестроить циклевку на разную толщину кромки. |
|
|
Узел клеевой цикли (ОПЦИЯ)
|
|
|
Полировка Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
|
|
|
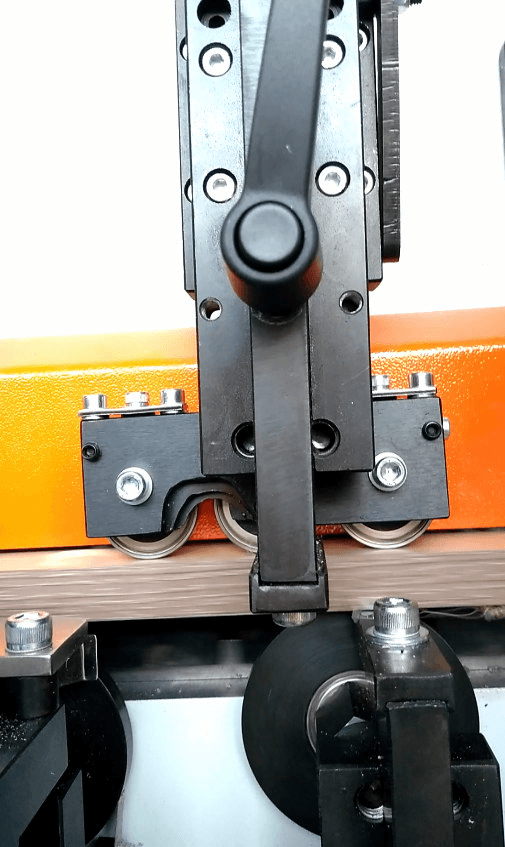
Подающий конвейер Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 73 мм.
Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор VARVEL (Италия).
Деталь прижимается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере. |
|
|
Комплектующие Комплектующие компоненты ведущих мировых производителей:
|
|
|
Панель управления Экран дисплея отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка. Система показывает количество используемой кромки (счетчик длины кромки), количество обработанных деталей, количество отработанных часов. В случае неисправности на дисплее появляется описание неисправности с указанием агрегата и детали. |
|
|
Блок подготовки воздуха Состоит из регулятора сжатого воздуха, водоотделителя и маслораспылитель. 
ВОДООТДЕЛИТЕЛЬ:
МАСЛОРАСПЫЛИТЕЛЬ: Предназначен для подачи масла в пневмосистему. Смазывает элементы пневсосистемы: манжеты, пневмоцилиндры и пневмораспределители, направляющие, дроссельные системы. Блок подготовки воздуха обеспечивает стабильную работу всей системы и узлов станка, предохраняет элементы системы от закисания. |
 |
Защита электротехнической системы В станке установлено реле контроля фаз предназначенное для защиты нагрузки, подключаемой к трехфазной сети, защиты от повышения или понижения напряжения любого количества фаз и от нарушения порядка их чередования. Защита двигателей от перегрузок осуществляется при помощи встроенных термоконтактов. |
|
|
Обслуживание станка Станок обладает хорошей доступностью узлов и простотой обслуживания. Все пресс маслёнки вынесены в удобное место. Не надо демонтировать части станка для замены инструмента. Все регулировки узлов подписаны и находятся на лицевой панели станка. |
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
 |
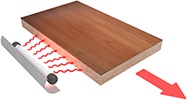
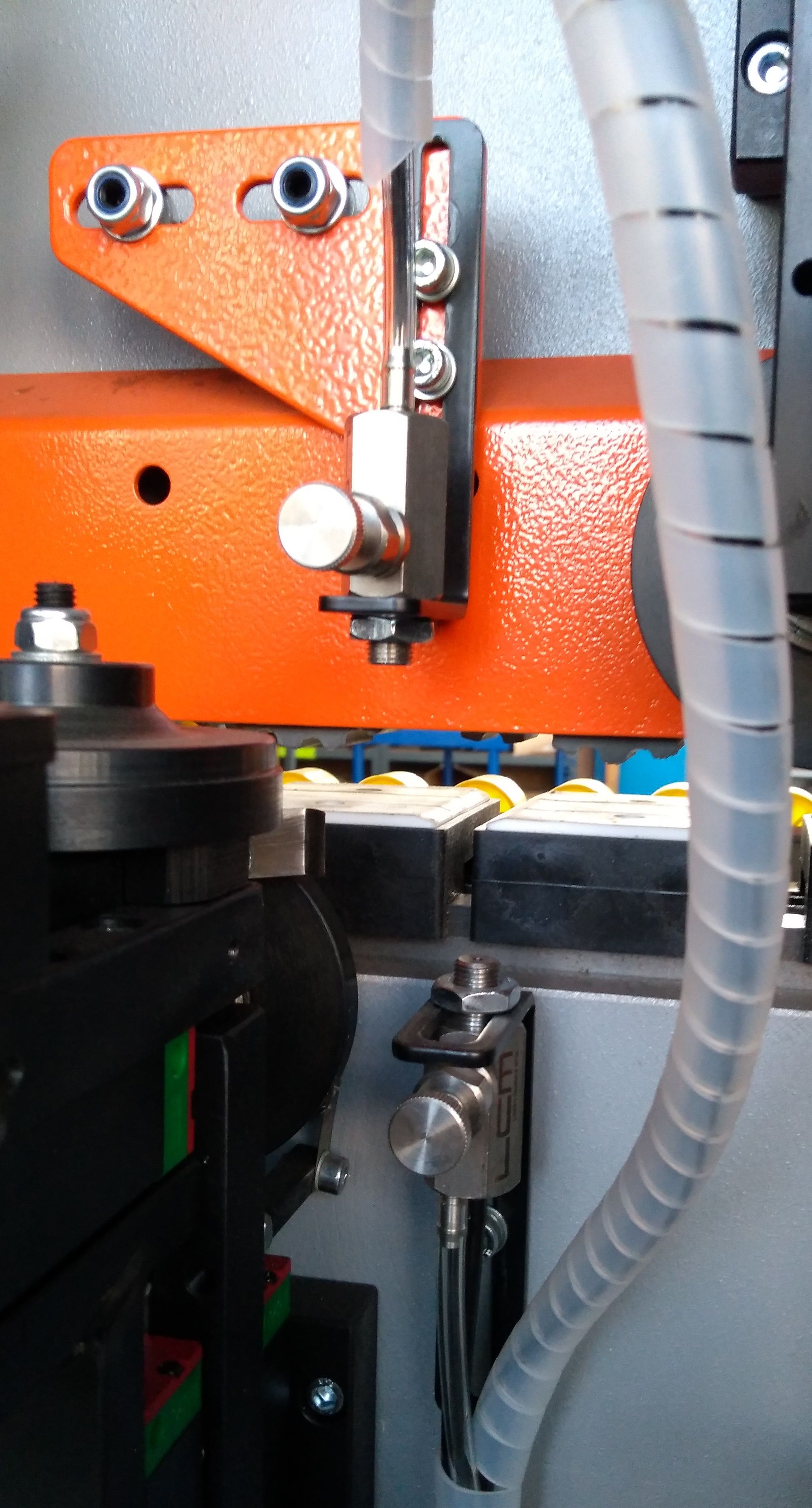
Инфракрасная лампа для подогрева торца детали. Лампа находится непосредственно в зоне перед нанесением клея на деталь. Инфракрасная лампа подготавливает поверхность для создания идеального клеевого соединения. Особенно важно в холодное время года. * (устанавливается при отсутствии опции: распыление разделяющей жидкости) |
 |
Пакет nesting состоит из многоступенчатого копира, установленного на фрезерном и циклевальном агрегате, и служит для обработки деталей «nesting», например, с отверстиями под чашечные петли. * (устанавливается при отсутствии опции: распыление очищающей жидкости) |
 |
Разделяющая и очищающая жидкость Для идеального клеевого соединения применяется разделяющая и очищающая жидкость. Разделяющая жидкость распыляется через форсунки перед узлом нанесения клея, исключает налипание клея на плоскость детали. * (устанавливается при отсутствии опции: инфракрасная лампа для подогрева торца детали) |
 |
Очищающая жидкость распыляется перед узлом полировки. Полировальные круги более эффективно оттирают загрязнения с кромочного материала. * (устанавливается при отсутствии опции: пакет nesting) |
УСТАНОВОЧНЫЕ ГАБАРИТЫ: