 32500$ без НДС
32500$ без НДС
Получите лучшее ценовое предложение с индивидуальным подбором оптимальной комплектации для вас, набрав или написав в мессенджере по номеру +375 (29) 611-83-85 !
Либо напишите нам на почту stanki@kami.by и мы вышлем вам коммерческое предложение.
НАЗНАЧЕНИЕ:
Автоматический кромкооблицовочный станок HMAC HMAC F565 предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 4 мм.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Идеально подходит для применения на предприятиях по производству корпусной мебели, а именно: офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, мебельные фасады, а также эксклюзивная мебель, изготавливаемая по индивидуальным заказам.
|
Технические характеристики |
F565 |
|
Скорость подачи, м/мин |
18-23 |
|
Толщина кромки, мм |
0,4 - 3 |
|
Толщина панели, мм |
10 - 60 |
|
Минимальная длина панели, мм |
150 (45х300 при раунд узле) |
|
Минимальная ширина панели, мм |
50 |
|
Узел предварительной фрезеровки |
2х2,2 кВт |
|
Прижим прикатных роликов |
Пневматический 6 роликов |
|
Торцовочный узел |
2 х 0,37 кВт |
|
Узел фрезерования свесов (черновой+чистовой) |
4 х 0,75 кВт |
|
Узел закругления углов (Round) |
2 х 0,37кВт |
|
Узел радиусной цикли |
1 шт, |
|
Клеевая цикля |
Есть |
|
Разделительная/очистительная жидкость |
Разделительная/Очистительная |
|
Полировка |
4х0,37 |
|
Подъем траверсы |
Автоматический |
|
Пульт управления |
Промышленный компьютер |
|
Диаметры/кол-во аспирационных отверстий, мм |
4x100 |
|
Длина, мм |
8500 |
|
Ширина, мм |
800 |
|
Высота, мм |
1650 |
|
Установленная мощность, кВт |
20 |
|
Вес, кг |
3000 |
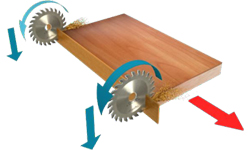
СХЕМЫ ОБРАБОТКИ:
| 1. Пульт управления | 2. Подача разделяющей жидкости | 3. Узел предварительного фрезерования | 4. Лампа нагрева |
|---|---|---|---|
 |
 |
 |
 |
| 5. Верхняя клеевая ванна с предплавителем | 6. Пресс группа 6 ролика | 5. PUR-станция на 2 вида клея | 6. Пресс группа 6 ролика |
 |
 |
|
|
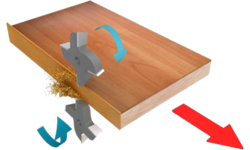
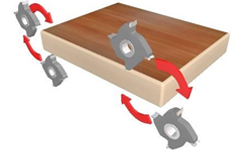
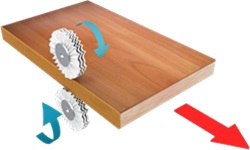
| 7. Узел 2-х моторной торцовки | 8. Узел фрезерования свесов (черновой+чистовой) R2 | 9. 2-х моторная обкатка углов (ROUND) | 10. Узел радиусной циклевки R2 |
 |
 |
 |
 |
| 11. Узел плоской циклевки | 12. Подача очищающей жидкости | 13. Полировальный узел 2шт | |
 |
|
 |
Конструктивные особенности
 |
, СИСТЕМА УПРАВЛЕНИЯ НА БАЗЕ ПК Программное управление станком на базе ПК с ОС WINDOWS. Программа позволяет управлять агрегатами станка, вести статистику, прописывать программы обработки для разных типов деталей, с последующей автоматической настройкой узлов исходя из выбранной программы. |
|
|---|---|---|
 |
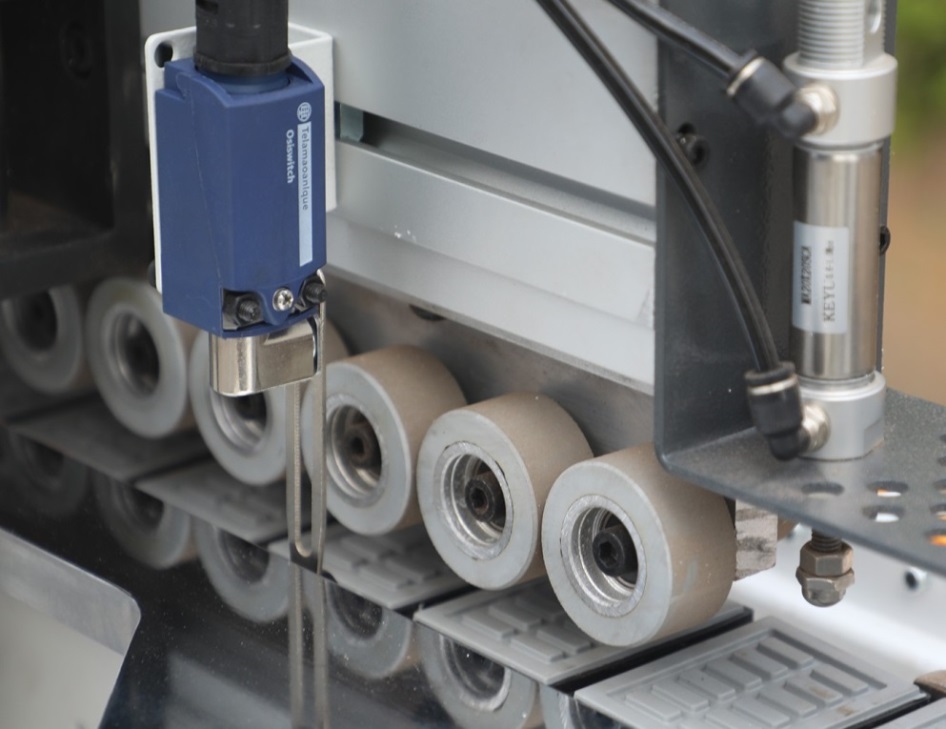
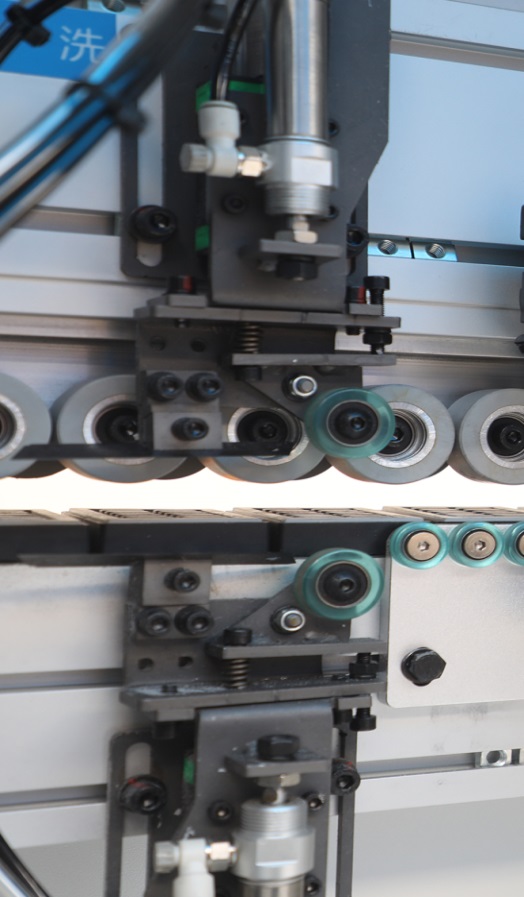
Конвейерно-роликовая система подачи Долговечный и надежная конструкция конвейера. Точное перемещение башмаков осуществляется за счет полукруглой направляющей прошедшую специальную термообработку с помощью цепи. Износостойкие башмаки в сочетании с резиновыми прижимными роликами диаметром 60 мм расположенными в 2 ряда обеспечивают точную транспортировку заготовок. Стабильная работа транспортировочного двигателя обеспечивается за счет плавного пуска и эклектического тормоза, в целях безопасности при аварийной остановке. Двигатель подачи конвейера: Мощность: 5,5 кВт; Частота: 50 Гц; Скорость вращения: 1430 об/мин. |
|
 |
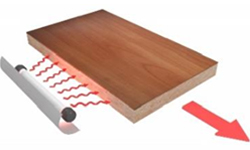
Инфрокрасная лпмпа Улучшает приклеивание кромки Предварительный нагрев торца заготовки создает нужную основу для качественной приклейки кромки.
|
|
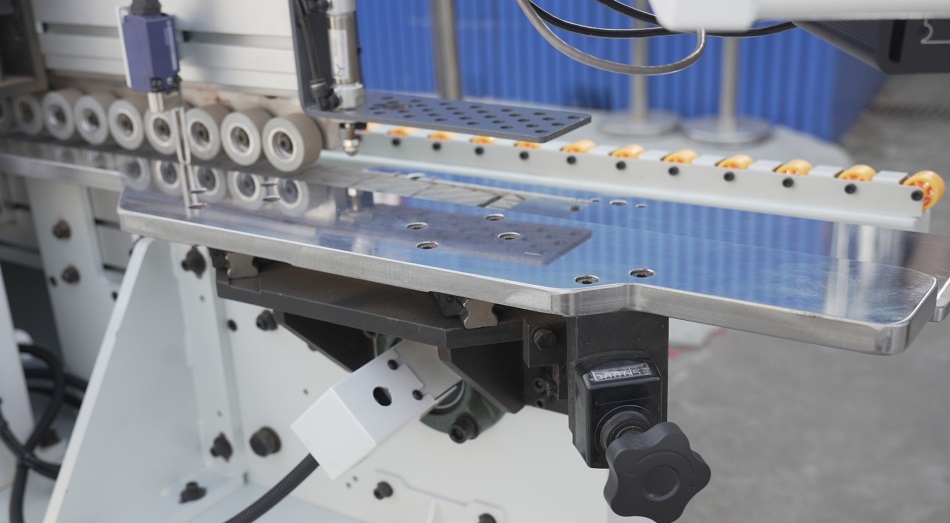 |
Линейка регулируемая Обеспечивает точную настройку заготовок Служит для обеспечения параллельности перемещения заготовки относительно алмазных фрез , установленных на шпинделях механизма предварительного фрезерования. Состоит из плиты-линейки,механизма перемещения «ласточкин хвост» ,движущегося по линейным подшипникам. Рукоятки ,приводящей в движение линейку и индикатора для контроля перемещения. . |
|
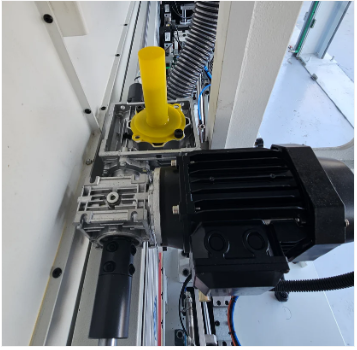 |
Электронастройка на толщину заготовки Прижимная балка позиционируется мгновенно, и параметры можно настроить в соответствии с потребностями, экономя время и повышение эффективности. Двигатель подъема и опускания балки: Мощность: 0,25 кВт; Частота: 50 Гц; Скорость вращения: 1400 об/мин. |
|
 |
Автоматическая система смазки направляющих основных узлов станка: ? Узел двухмоторной торцовки; ? Цепь конвейера. Расположение на видном месте для визуального контроля уровня жидкости. Регулировка частоты подачи смазочного материала на агрегаты. |
|
 |
Устройство безопасной подачи Предотвращает неправильное размещение досок и исключает повреждения машины;нужна чтобы избежать травм оператора во время производства. |
|
  |
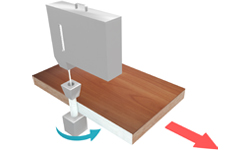
ПОДАЧА РАЗДЕЛЯЮЩЕЙ и ОЧИЩАЮЩЕЙ ЖИДКОСТИ Узел подачи разделяющей жидкости, расположен перед узлом предварительного фрезерования торца заготовки и предназначен предотвратить налипания клея на поверхность панели. 2 форсунки одновременно наносят жидкость сверху и снизу заготовки. Регулировка подачи необходимого количества жидкости. Улучшает обработку детали на последующих узлах. |
|
 |
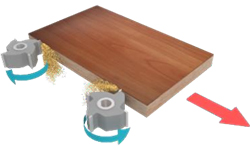
ПРИФУГОВКА Предназначен для устранения дефектов раскроя (микро-сколов, ступеньки от подрезной пилы), гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали, чем собственно повышает качество приклеивания и клеевой шов. Станок укомплектован алмазным инструментом. Основным и не оспоримым преимуществом кромкооблицовочных станков является узел предварительного фрезерования. Практика показала, что настройки узла корректируются исключительно после заточки или замены инструмента! |
|
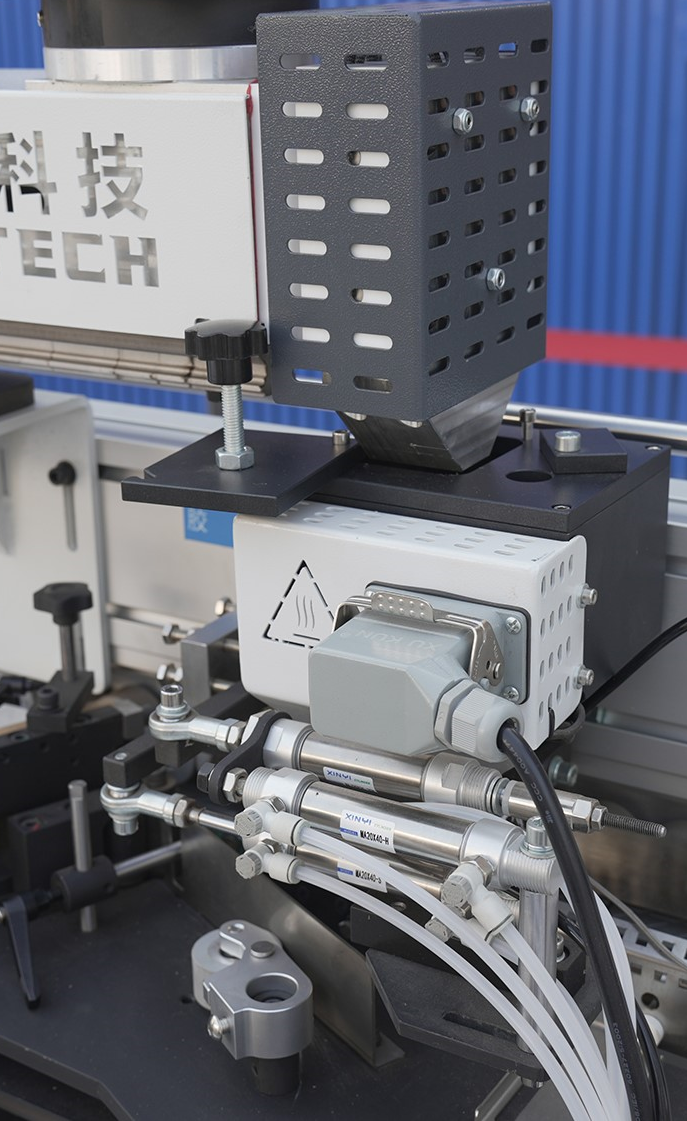 |
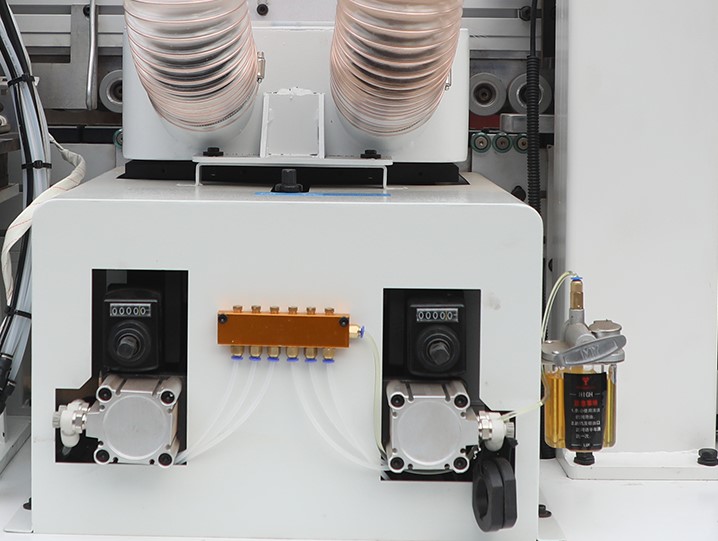
Один ВЕРХНИЙ КЛЕЕВОЙ УЗЕЛ с предплавителем для EVA клея Промышленный клеевой узел имеет точное дозирование клея, а так же пневматическую шторку, которая открывает подачу клея в момент прохождения детали, что предотвращает клеевой вал от нагара, образования потеков, и способствует равномерному нанесению клея на всю площадь торца панели. Клеевая ванна станка увеличенного объема, покрыта антипригарным покрытием, что облегчает процесс чистки. |
|
 |
ПУР- Станция Одной из основных особенностей ПУРа является его активное взаимодействие с влагой из окружающего воздуха с последующим быстрым затвердеванием. т.о. клеевой шов через какое-то время становится максимально прочным и герметичным |
|
 |
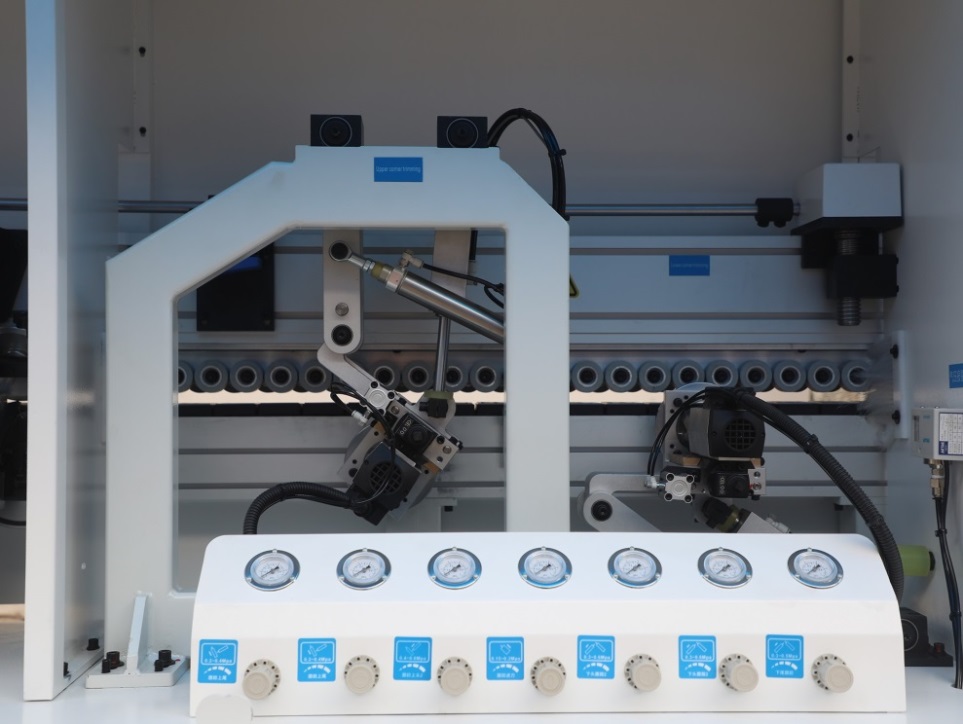
ПРЕСС ГРУППА 6 роликов С НАСТРОЙКОЙ Приклеивание кромки к детали происходит стальными прикатными роликами. Первый ролик служит для базового приклеивания и направления кромки. Независимая регулировка усилия, позволяет предотвратить уход кромки вверх или вниз относительно поверхности. шесть роликов меньшего диаметра (1 большой прямой , 2 прямых, два конусных один прорезиненый) служат для финального приклеивания кромки, и позволяют добиться минимального клеевого шва. |
|
 |
ТОРЦОВКА С ДВУМЯ НЕЗАВИСИМЫМИ ДВИГАТЕЛЯМИ Два независимых двигателя, перемещаются по двум независимым призматическим направляющим. Узел оснащен центральной системой смазки линейных подшипников. Конструкция узла позволяет качественно обрабатывать детали на скорости до 23 м/мин. Основная регулировка работы узла осуществляется с центрального пульта управления, что облегчает процесс настройки. |
|
 |
ДВА УЗЛА ЧЕРНОВОГО И ЧИСТОВОГО СНЯТИЯ СВЕСОВ с пневмо-перенастройкой на 2 толщины кромки 1мм и 2мм Станок оснащен системой пневматической перенастройки на 2 толщины, а так же пневматическим включением и исключением из работы. Настройка промежуточных значений происходит с помощью регулировки верхних копиров |
|
 |
ROUND 2 мотора - С МЕХАНИЧЕСКОЙ ПЕРЕНАСТРОЙКОЙ Два независимых двигателя 0,37кВт и 12 000 об/мин, эффективно и деликатно производят обработку углов на скорости до 18 м/мин. Обработка каждого угла независимая и выбирается с пульта управления, что расширяет возможности станка. Перенастройка узла на толщину происходит с с помощью механического перемещения. |
|
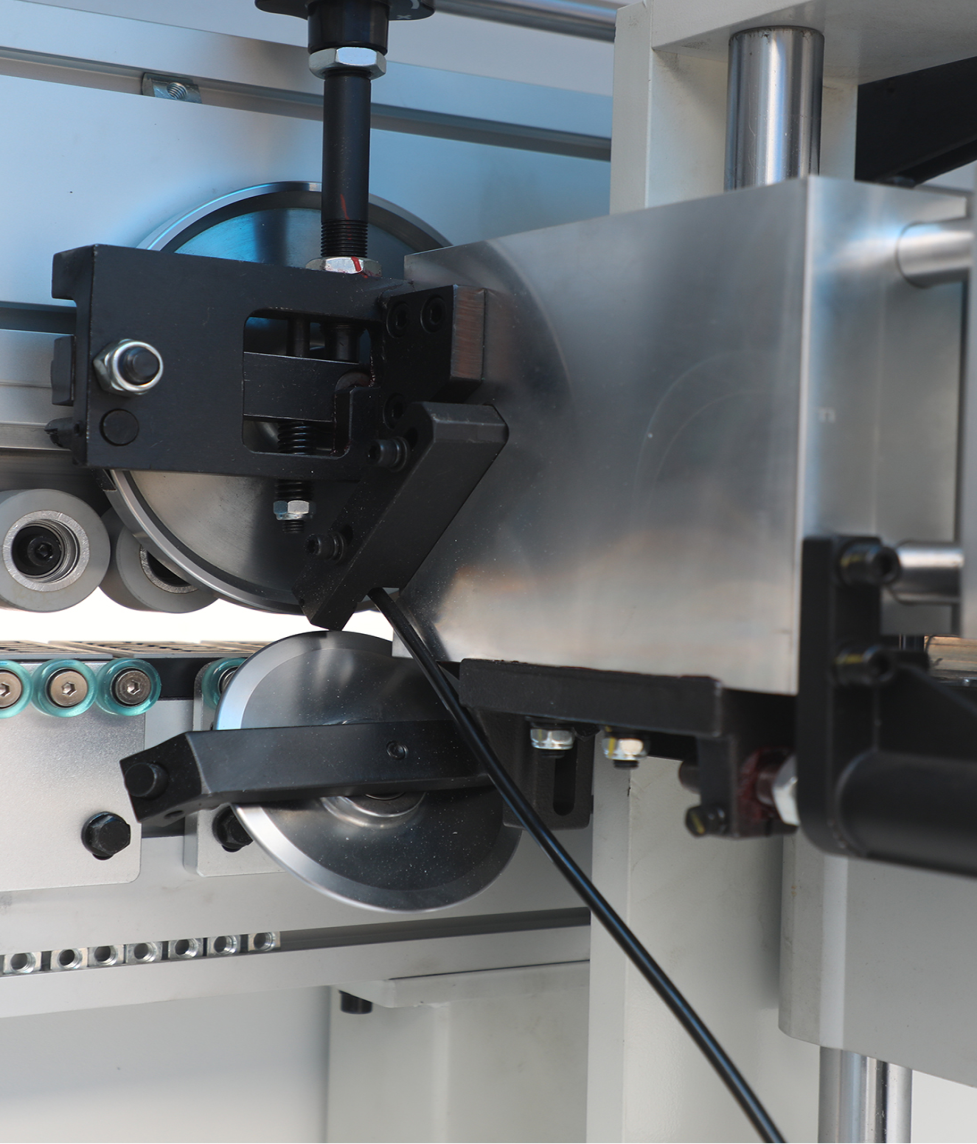 |
УЗЕЛ РАДИУСНОЙ ЦИКЛИ С ПНЕВМАТИЧЕСКОЙ ПЕРЕНАСТРОЙКОЙ Станок оснащен системой пневматической перенастройки цикли на 2 толщины, а так же пневматическим включением и исключением из работы. Промышленное исполнение узла радиусной цикли, аналогична конструкции узла снятия свесов и так же позволяет эксплуатировать оборудование в 2 и 3 смены. Циклевочные ножи двусторонние, что дает возможность увеличить срок службы до переточки в 3 раза. Узел имеет механическую регулировку на толщину обрабатываемой кромки, по цифровым счетчикам. Прецизионное исполнение системы перемещения и регулировки, предотвращает образование люфтов, и ухода размеров. |
|
 |
УЗЕЛ ПЛОСКОЙ (КЛЕЕВОЙ) ЦИКЛИ Оснащен плоскими двумя скребковыми ножами (верх/низ) для удаления
излишков клея. |
|
 |
Узел распыления очищающей жидкости Узел распыления очишающей жидкости расположен перед полтровкоя и очищает поверхность от следов клея ,пыли ,мелких частиц. |
|
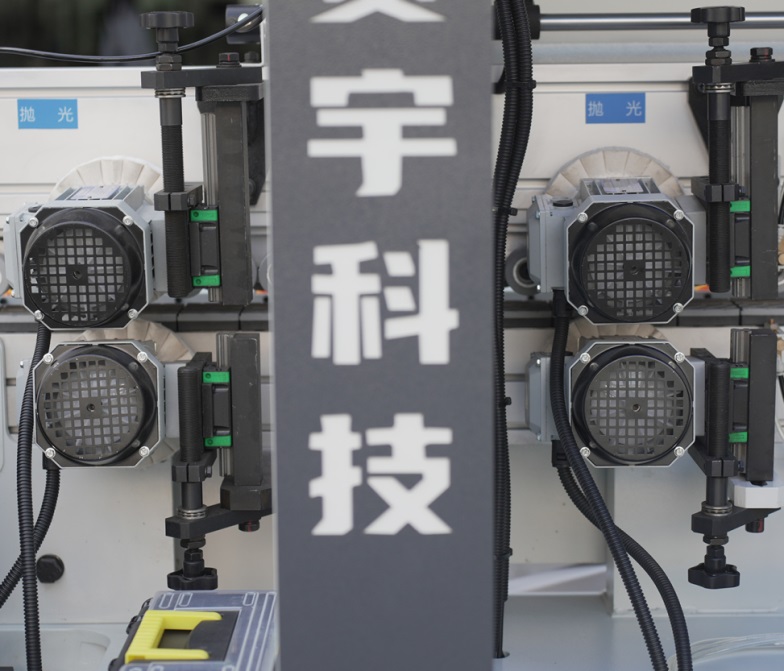 |
ДВА ПОЛИРОВАЛЬНЫX УЗЛА Полировка, это финальная обработка на кромкооблицовочном станке. Полировальный узел придает блеск на толстых кромках, убирает излишки клея и сглаживает обработанную фрезами тонкую кромку. Диски имеют регулировку наклона и поворота в двух плоскостях, что позволяет подобрать оптимальное положение для достижения максимального эффекта полировки. |
|
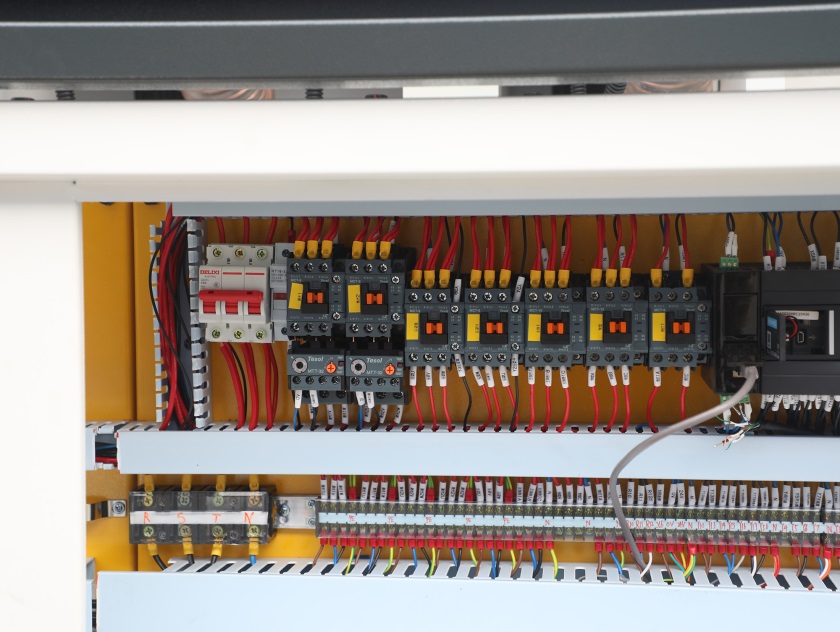 |
Электрочасть станка Входное напряжение: 380 В, 50 Гц. Преобразователь частоты Delta с функцией электроостановки двигателя от перегрузки. Логический PLC контролер DELTA. Разрешается эксплуатация в диапазоне 0-40°. Станок автоматически переходит в режим ожидания, когда машина перестает работать в течение определенного периода (в зависимости от времени установки). |
|
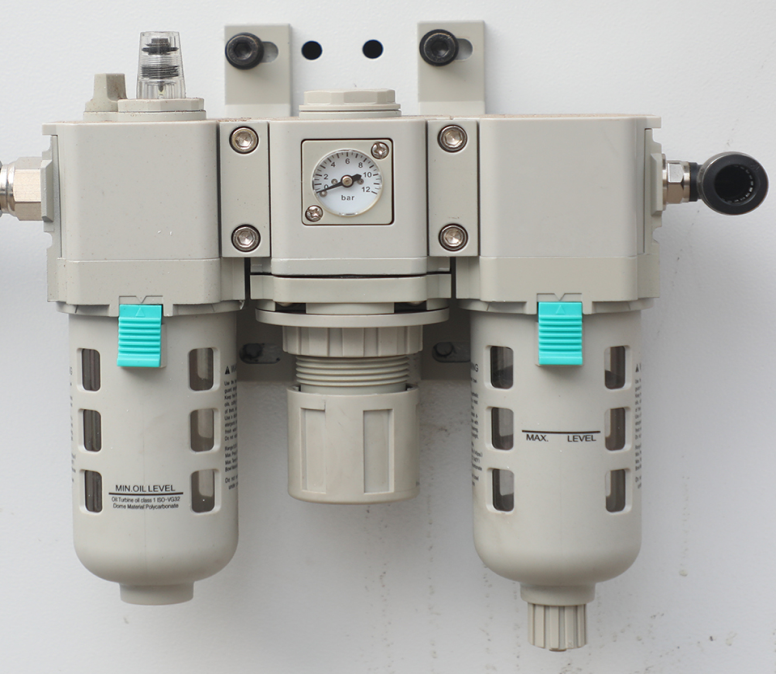 |
БЛОК ПОДГОТОВКИ ВОЗДУХА
Необходимое давление 8 bar. |
|
ОПЦИИ за ДОПОЛНИТЕЛЬНУЮ ПЛАТУ
 |
Устройство для подачи коротких и узких заготовок Позволяет без перекосов осуществлять подачу узких и коротких заготовок |
|
|---|---|---|
 |
Тач. Скриин экран на 19 дюймов | |
 |
Подача на ремне | |
 |
Поддерживающий конвейер ножничного типа Удобство , точность, жесткость при обработке широких деталей |
|




