19600$
19600$
Получите лучшее ценовое предложение с индивидуальным подбором оптимальной комплектации для вас, набрав или написав в мессенджере по номеру +375 (29) 611-83-85 !
Либо напишите нам на почту stanki@kami.by и мы вышлем вам коммерческое предложение.
Назначение
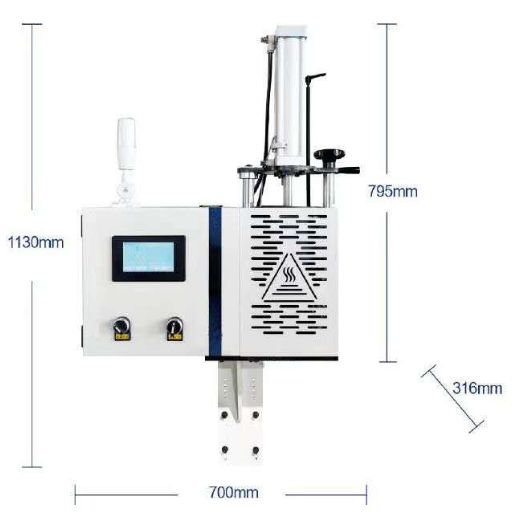
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной от 0,4 до 3 мм, на скорости до 23 м/мин.
Широкий набор опций, индивидуальное исполнение.
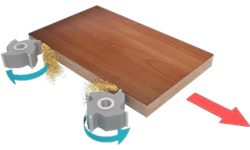
Станок оснащен алмазным инструментом: прифуговка
На СТАНКЕ УСТАНОВЛЕН пакет подготовки подачи узких заготовок.
На СТАНКЕ УСТАНОВЛЕНЫ алмазные фрезы высотой 50мм
На СТАНКЕ УСТАНОВЛЕНА пневмоперенастройка на две толщины кромки
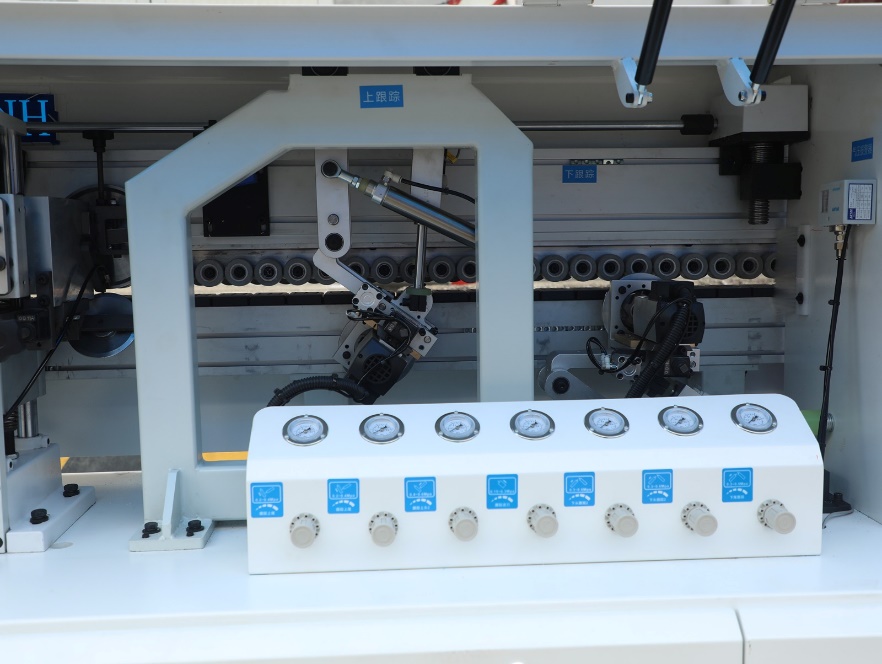
На СТАНКЕ УСТАНОВЛЕНЫ счетчики точной доводки на узлах снятия свеса и радиусной цикли
На СТАНКЕ УСТАНОВЛЕНА регулируемая направляющая линейка
| Технические характеристики | F465J |
|---|---|
| Скорость подачи, м/мин | 18--23 |
| Толщина кромки, мм | 0,4 - 3 |
| Толщина панели, мм | 10 - 50 |
| Минимальная длина панели, мм | 80 (150х200 при раунд узле) |
| Минимальная ширина панели, мм | 60 |
| Узел предварительной фрезеровки | 2х2,2 кВт |
| Прижим прикатных роликов | Пневматический |
| Торцовочный узел | 2 х 0,37 кВт |
| Узел фрезерования свесов | 2 х 0,55 кВт |
| Узел закругления углов (Round) | 2х0,37кВт |
| Узел радиусной цикли | 1 шт, |
| Клеевая цикля | Есть |
| Разделительная/очистительная жидкость | Разделительная/Очистительная |
| Полировка | 2х 0,37 |
| Подъем траверсы | Автоматический |
| Пульт управления | ТачСкрин 10дюймов |
| Диаметры/кол-во аспирационных отверстий, мм | 4x100 |
| Длина, мм | 5020 |
| Ширина, мм | 730 |
| Высота, мм | 1210 |
| Вес, кг | 1900 |
СХЕМЫ ОБРАБОТКИ:
| 1. Пульт управления | 2.Подача разделяющей жидкости. | 3. Узел предварительного фрезерования | 4. Лампа нагрева |
|---|---|---|---|
 |
 |
 |
 |
| 5. Верхняя клеевая ванна PUR+EVA | 6. Пресс группа 4 ролика | 7. Узел 2-х моторной торцовки | 8. Узел фрезерования свесов (чистовой) R2 |
 |
 |
 |
 |
| 9. 2-х моторная обкатка углов (ROUND) | 10. Узел радиусной циклевки R2 | 11. Узел плоской циклевки | 12. Подача очищающей жидкости |
 |
 |
 |
|
| 13. Полировальный узел | |||
 |
Конструктивные особенности
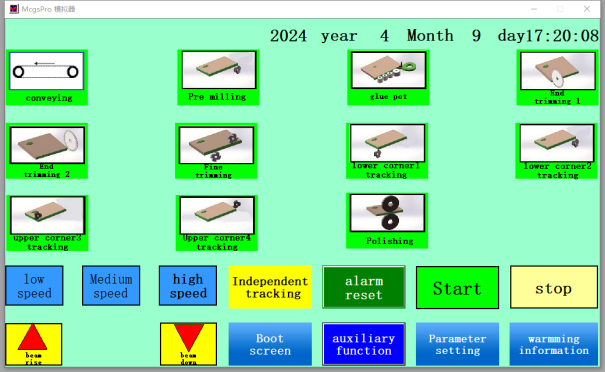  |
СИСТЕМА УПРАВЛЕНИЯ Touch Screen 10 дюймов Программа позволяет управлять агрегатами станка, вести статистику, |
|---|---|
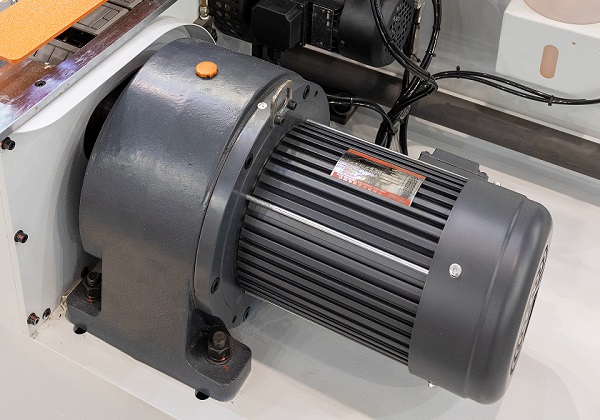  |
Конвейерно-роликовая система подачи Долговечный и надежная конструкция конвейера. Точное перемещение башмаков осуществляется за счет полукруглой направляющей прошедшую специальную термообработку с помощью цепи. Износостойкие башмаки в сочетании с резиновыми прижимными роликами диаметром 60 мм расположенными в 2 ряда обеспечивают точную транспортировку заготовок. Стабильная работа транспортировочного двигателя обеспечивается за счет плавного пуска и эклектического тормоза, в целях безопасности при аварийной остановке. Двигатель подачи конвейера: Мощность: 2,2 кВт; Частота: 50 Гц; Скорость вращения: 1430 об/мин. |
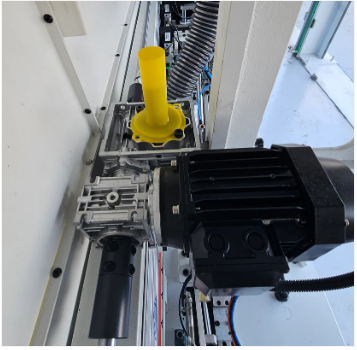 |
Электронастройка на толщину заготовки Прижимная балка позиционируется мгновенно, и параметры можно настроить в соответствии с потребностями, экономя время и повышение эффективности. Двигатель подъема и опускания балки: Мощность: 0,25 кВт; Частота: 50 Гц; Скорость вращения: 1400 об/мин. |
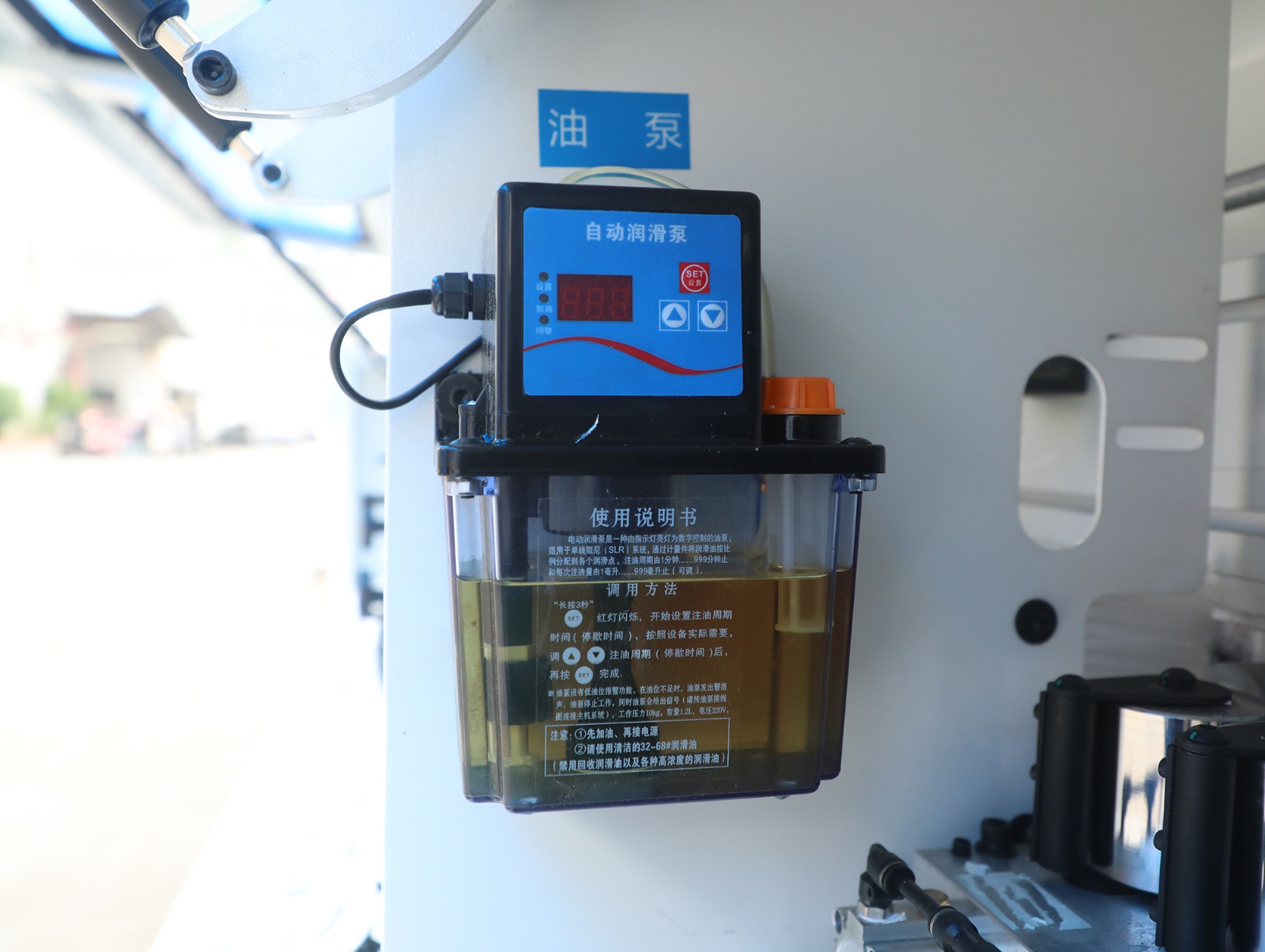 |
Автоматическая система смазки направляющих основных узлов станка: ? Узел двухмоторной торцовки; ? Цепь конвейера. Расположение на видном месте для визуального контроля уровня жидкости. Регулировка частоты подачи смазочного материала на агрегаты. |
 |
Устройство безопасной подачи Предотвращает неправильное размещение досок и исключает повреждения машины;нужна чтобы избежать травм оператора во время производства. |
 |
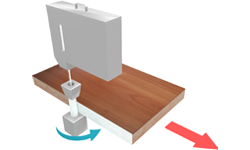
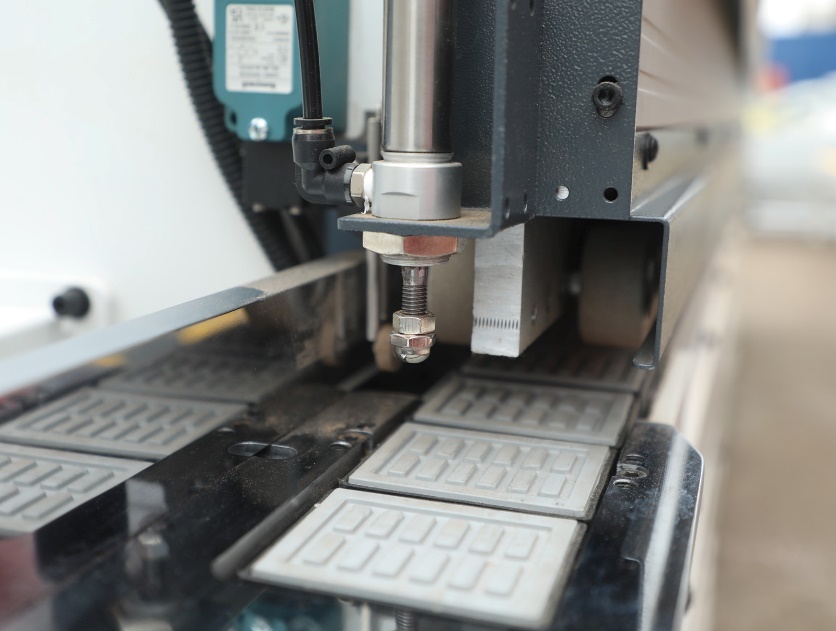
ПОДАЧА РАЗДЕЛЯЮЩЕЙ и ОЧИЩАЮЩЕЙ ЖИДКОСТИ Узел подачи разделяющей жидкости, расположен перед узлом предварительного фрезерования торца заготовки и предназначен предотвратить налипания клея на поверхность панели. 2 форсунки одновременно наносят жидкость сверху и снизу заготовки. Регулировка подачи необходимого количества жидкости. Улучшает обработку детали на последующих узлах. |
 |
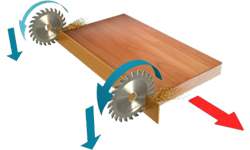
ПРИФУГОВКА Предназначен для устранения дефектов раскроя (микро-сколов, ступеньки от подрезной пилы), гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали, чем собственно повышает качество приклеивания и клеевой шов. Станок укомплектован алмазным инструментом. Основным и не оспоримым преимуществом кромкооблицовочных станков является узел предварительного фрезерования. Практика показала, что настройки узла корректируются исключительно после заточки или замены инструмента! |
|
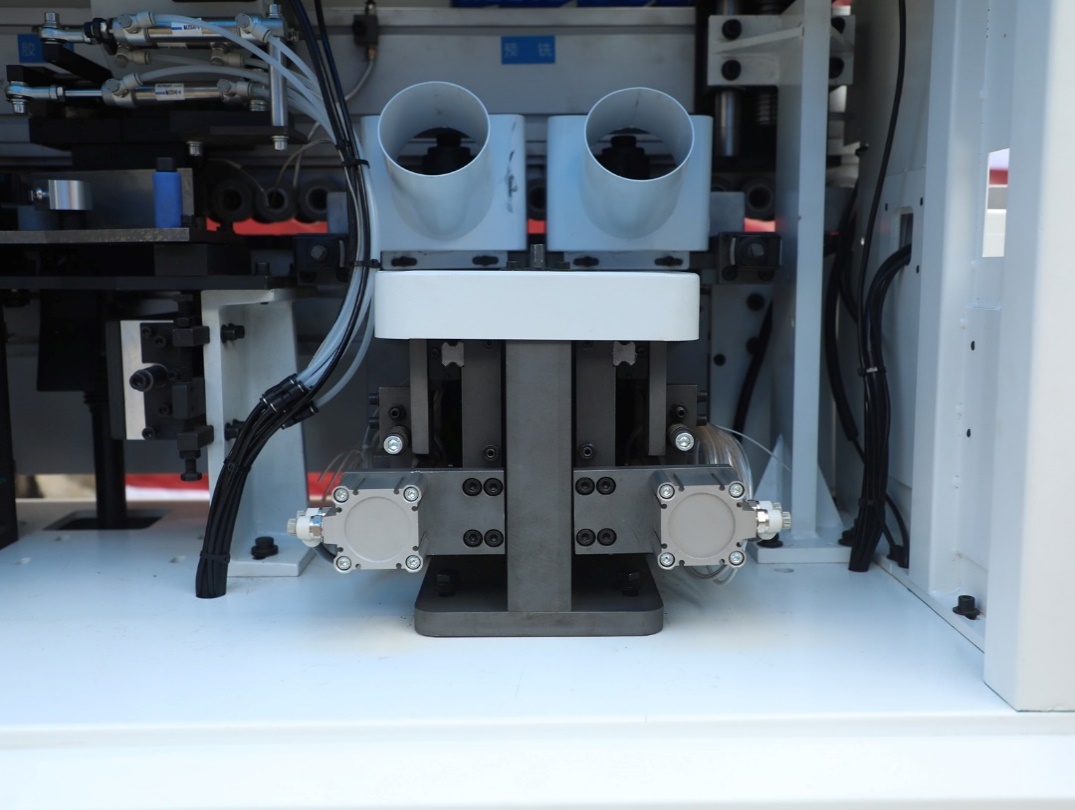
КОМБИНИРОВАННЫЙ КЛЕЕВОЙ УЗЕЛ (2 кг один цвет) PUR+EVA и PUR-станций (20 кг один цвет) Промышленный клеевой узел имеет точное дозирование клея, а так же пневматическую шторку, которая открывает подачу клея в момент прохождения детали, что предотвращает клеевой вал от нагара, образования потеков, и способствует равномерному нанесению клея на всю площадь торца панели. Клеевой узел работает как на EVA клее так и с PUR станциями подготовки. Клее |
 |
Прижимная балка Прижимная балка из алюминия сечением профиля 160 х 80 мм и толщиной стенки 6 мм обеспечивает высокую точность и превосходную жесткость. На необходимую толщину заготовки подъем и опускание прижимной балки осуществляется с пульта управления. По всей длине станка точное позиционирование балки достигается за счет четырех опор. Идеальную точность перемещения обеспечивает электропривод энкодера и двигателя. |
 |
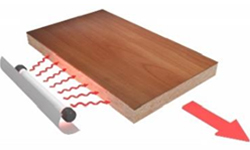
Инфракрасная лампа Улучшает приклеивание кромки |
 |
ПРЕСС ГРУППА С НЕВМАТИЧЕСКОЙ НАСТРОЙКОЙ Приклеивание кромки к детали происходит стальными прикатными роликами. Первый ролик служит для базового приклеивания и направления кромки. Независимая регулировка усилия, позволяет предотвратить уход кромки вверх или вниз относительно поверхности. Три ролика меньшего диаметра (1 прямой и 2 конусных) служат для финального приклеивания кромки, и позволяют добиться минимального клеевого шва. |
 |
Комбинированный клеевой узел на входа подачи клея с клапанной системой герметизации |
 |
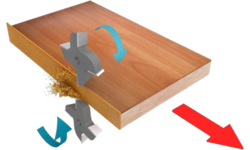
ТОРЦОВКА С ДВУМЯ НЕЗАВИСИМЫМИ ДВИГАТЕЛЯМИ Два независимых двигателя, перемещаются по двум независимым призматическим направляющим. Узел оснащен центральной системой смазки линейных подшипников. Конструкция узла позволяет качественно обрабатывать детали на скорости до 32 м/мин. Основная регулировка работы узла осуществляется с центрального пульта управления, что облегчает процесс настройки. |
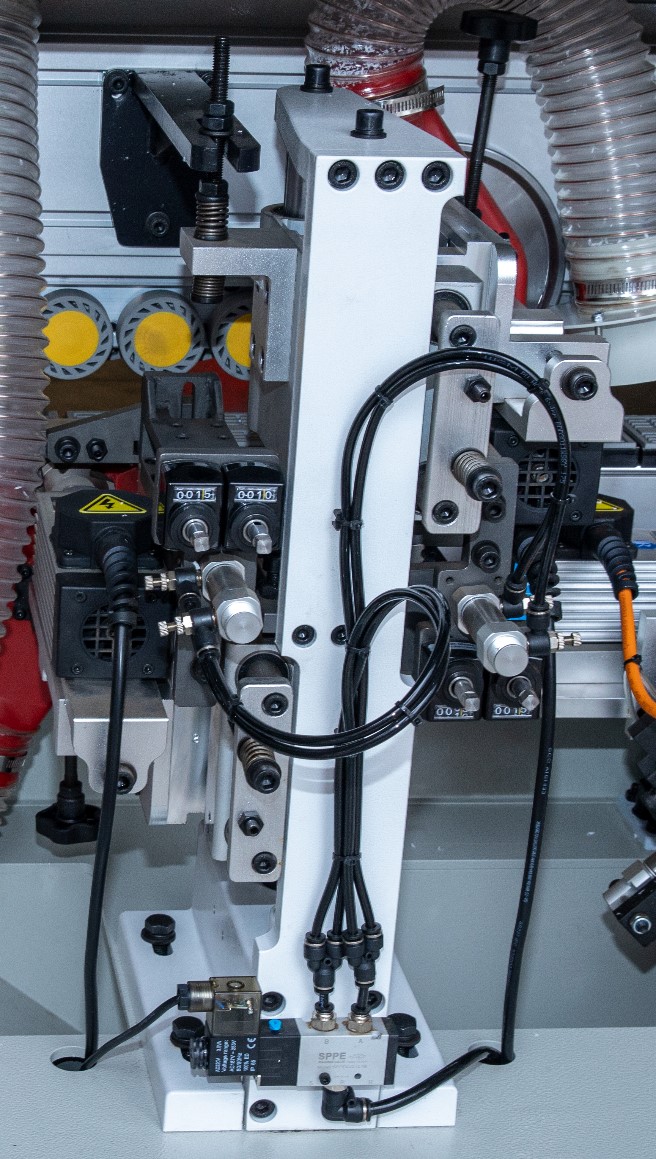 |
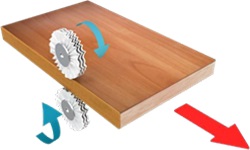
ЧИСТОВОЕ СНЯТИЯ СВЕСОВ с пневмо-перенастройкой на 2 толщины кромки 1мм и 2мм Станок оснащен системой пневматической перенастройки на 2 толщины, а так же пневматическим включением и исключением из работы. Настройка промежуточных значений происходит с помощью регулировки верхних копиров |
 |
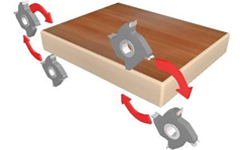
ROUND 2 мотора - С МЕХАНИЧЕСКОЙ ПЕРЕНАСТРОЙКОЙ Два независимых двигателя 0,37кВт и 12 000 об/мин , эффективно и деликатно производят обработку углов на скорости до 18 м/мин. Обработка каждого угла независимая и выбирается с пульта управления, что расширяет возможности станка. Перенастройка узла на толщину происходит с с помощью механического перемещения. |
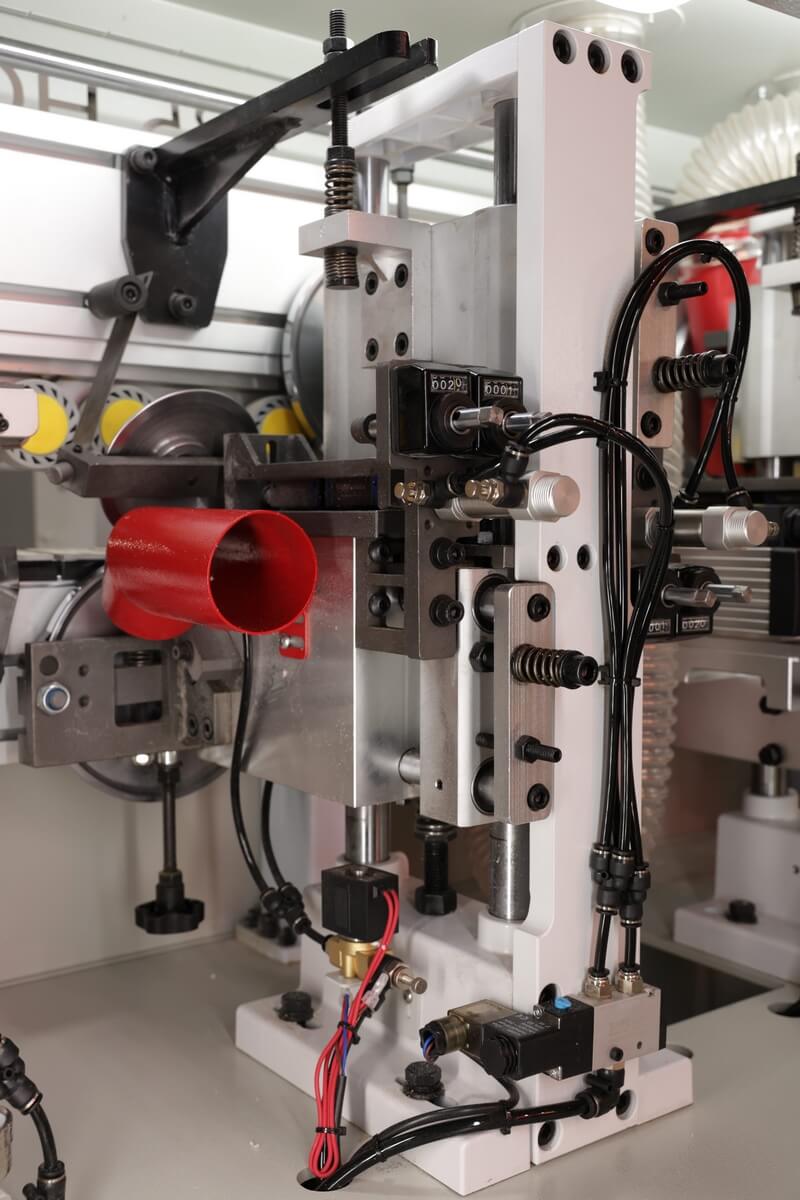 |
УЗЕЛ РАДИУСНОЙ ЦИКЛИ С ПНЕВМАТИЧЕСКОЙ ПЕРЕНАСТРОЙКОЙ Станок оснащен системой пневматической перенастройки цикли на 2 толщины, а так же пневматическим включением и исключением из работы. Промышленное исполнение узла радиусной цикли, аналогична конструкции узла снятия свесов и так же позволяет эксплуатировать оборудование в 2 и 3 смены. Циклевочные ножи двусторонние, что дает возможность увеличить срок службы до переточки в 3 раза. Узел имеет механическую регулировку на толщину обрабатываемой кромки, по цифровым счетчикам. Прецизионное исполнение системы перемещения и регулировки, предотвращает образование люфтов, и ухода размеров. |
 |
УЗЕЛ ПЛОСКОЙ (КЛЕЕВОЙ) ЦИКЛИ Оснащен плоскими двумя скребковыми ножами (верх/низ) для удаления
излишков клея. |
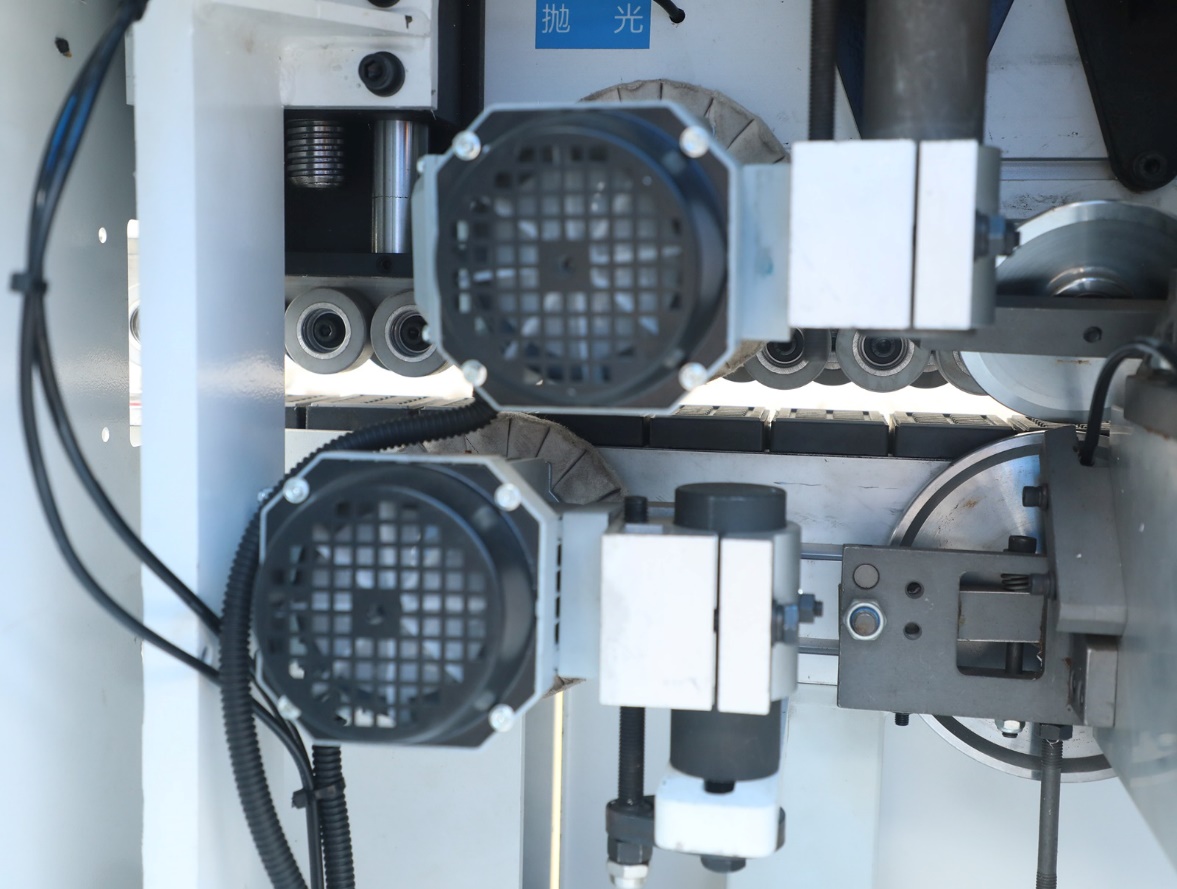 |
ПОЛИРОВАЛЬНЫЙ УЗЕЛ Полировка, это финальная обработка на кромкооблицовочном станке. Полировальный узел придает блеск на толстых кромках, убирает излишки клея и сглаживает обработанную фрезами тонкую кромку. Диски имеют регулировку наклона и поворота в двух плоскостях, что позволяет подобрать оптимальное положение для достижения максимального эффекта полировки. |
| ОПЦИИ(по предзаказу) | |
 |
Устройство для подачи коротких и узких заготовок Стоимость 350 USD Позволяет без перекосов осуществлять подачу узких и коротких заготовок |
 |
ВЕРХНИЙ ПРЕДПЛАВИТЕЛЬ (только для моделей с бачком для EVA клея) Стоимость 1050 USD Верхний Клеевой бункер объемом 3л ? Система предварительного расплава имеет высокую скорость нагрева, оснащена бункером для непрерывной подачи по технологическому туннелю клея в клеевую ванну; ? Подача необходимой дозировки клея осуществляется с помощью пневмо-шторки; ? Контроль подачи клея с помощью специального датчика; ? Имеется индикация наполнения бункера для удобства работы оператора; ? Регулировка температуры в предплавителе и клеевой ванне происходит с пульта управления. Технологически идеальное использование свойств клея, |
 |
Станция подачи и подготовки PUR-клея на один или два цвета . Стоимость (3000 USD) для одного цвета Стоимость (4800 USD) для двух цветов |
 |
Изолированный магазин подачи кромки с подогревом Стоимость (450 USD) |