Получите лучшее ценовое предложение с индивидуальным подбором оптимальной комплектации для вас, набрав или написав в мессенджере по номеру +375 (29) 611-83-85 !
Либо напишите нам на почту stanki@kami.by и мы вышлем вам коммерческое предложение.
НАЗНАЧЕНИЕ:
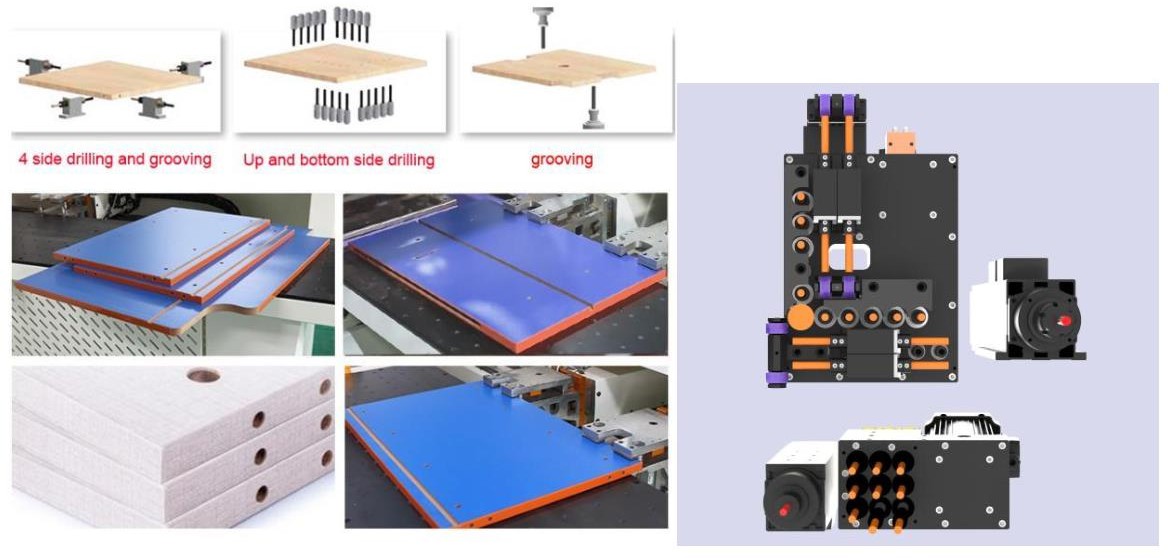
HMAC 612A - это современный высокопроизводительный сверлильно-присадочный центр с ЧПУ нового поколения, предназначен для высокоточного сверления сквозных и глухих отверстий в торцах и плоскостях мебельных деталей с 6 сторон, а также фрезеровки технологических отверстий и выборки пазов под заднюю стенку. Центр обеспечивает сверление всех карт присадки за один проход детали, а также поддерживает возможность обработки двух деталей одновременно.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяются на производствах любого уровня, где необходима повышенная гибкость и при этом хорошая производительность. Эти станки не требуют перенастройки на каждую деталь, достаточно выбрать программу и установить заготовку. В памяти создается библиотека различных карт присадок, и станок может работать в поточном режиме без перенастроек.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:


Модель
Длина заготовки, мин/макс, мм.
HMAC 612A-C
Ширина заготовки, мин/макс, мм.
50 / 1200
Толщина заготовки, мин/макс, мм.
Количество вертикальных шпинделей для сверления в пласть (сверху), шт.
12
Количество вертикальных шпинделей для сверления в пласть (снизу), шт.
Количество горизонтальных шпинделей для сверления в торцы, шт.
8(4+4)
Частота вращения шпинделей сверлильных групп, об\мин
Максимальная длина инструмента, мм
70
Расстояние между сверлами, мм
Максимальный диаметр инструмента, мм
35
Мощность шпинделя (верх/низ), кВт
Максимальная частота вращения шпинделя, об/мин
18 000
Тип охлаждения шпинделя
Тип цанги (верх/низ)
ER25
Посадочный диаметр инструмента, наибольший (верх/низ), мм
Мощности серводвигателей по осям X / Y / Z, кВт
0,75 x 2 / 0,85 x 2 / 0,85 x 2
Максимальная скорость перемещения X / Y / Z, м/мин
Диаметр аспирационных патрубков верхней головы, мм
150 x 1
Диаметр аспирационного патрубка нижней головы, мм
Требуемая скорость потока воздуха для аспирации, м/сек
18
Давление в пневмосистеме, МPa
Общая установленная мощность, кВт
22.5
Габаритные размеры:
Длина, мм5000
Ширина, мм2750
Высота, мм2200
Вес, кг3000
КОНСТРУКТИВ И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СТАНИН Одним из важных производственных этапов производства станин является её отжиг, а также отжиг основных нагруженных сварных деталей конструкции станка в доменной печи после технологических операции по сварке. Это позволяет снять внутренние напряжения металла и предотвращает его деформацию в процессе технологических нагрузок, создаваемых установленными узлами в процессе работы станка. После отжига, обработка станин проходит на передовых металлообрабатывающих станках с ЧПУ за одну установку, это дает высокую точность работы узлов на более длительном сроке службы. Все элементы конструкции станка, также проходят абсолютно такую же обработку на металлообрабатывающих станках с ЧПУ японского производства. Основные площадки станины имеет толщину 14 - 18 мм, что обеспечивает высокую степень жесткости конструкции станка, устойчивость к статическим и динамическим нагрузкам, поглощает вибрацию при работе узлов. Высокая геометрическая точность фрезерованных площадок под направляющие достигается за счет технологической возможности обработки станин за одну установку на металлообрабатывающих центрах с ЧПУ. Это дает возможность получить гарантированно высокую точность и качество при обработке заготовок любых размеров. |
|
|---|---|
 |
ЗАГРУЗКА ДЕТАЛЕЙ Деталь при подаче в станок загружается горизонтально и перемещается по специальному столу с «воздушной подушкой». В начале загрузочного стола предусмотрен ряд роликов для удобства загрузки длинных деталей, а также при загрузке тяжелых деталей при пакетной присадке по 2 штуки. |
ВЫГРУЗКА ДЕТАЛЕЙ (ОПЦИОНАЛЬНАЯ КОНСТРУКЦИЯ) На выходе из станка может быть установлен автоматический поперечный конвейер разгрузки с датчиками наличия заготовки либо поперечный и продольный конвейеры. Станок поддерживает два режима выгрузки заготовки из рабочей зоны: проходной режим и режим загрузки-выгрузки с одной стороны - что удобно при работе одному оператору.
|
|
|---|---|
 |
ЦЕНТРАЛЬНЫЙ БАЗИРУЮЩИЙ ПНЕВМОУПОР Упор крепится к нижней части станины и интегрирован непосредственно в рабочий стол. Он имеет круглое сечение, что дает надежную площадь соприкосновения и минимальное плечо отклонения. Подобная конструкция позволяет станку успешно обрабатывать детали критично малых размеров. |
 |
АВТОМАТИЧЕСКАЯ СИСТЕМА БОКОВОГО ПРИЖИМА ДЕТАЛЕЙ ПРИ ПЕРЕМЕЩЕНИИ HMAC 612A – это высокоточный станок, а обеспечивается высокая точность специальными системами прижимов. В частности, при перемещении детали в горизонтальной плоскости, используется программно управляемый прижим с роликами. Данный прижим, в соответствии с установленными программой параметрами детали, настраивается при помощи серводвигателя на требуемую ширину детали исключая любые, даже незначительные её смещения при движении вдоль рабочего стола. |
|---|---|
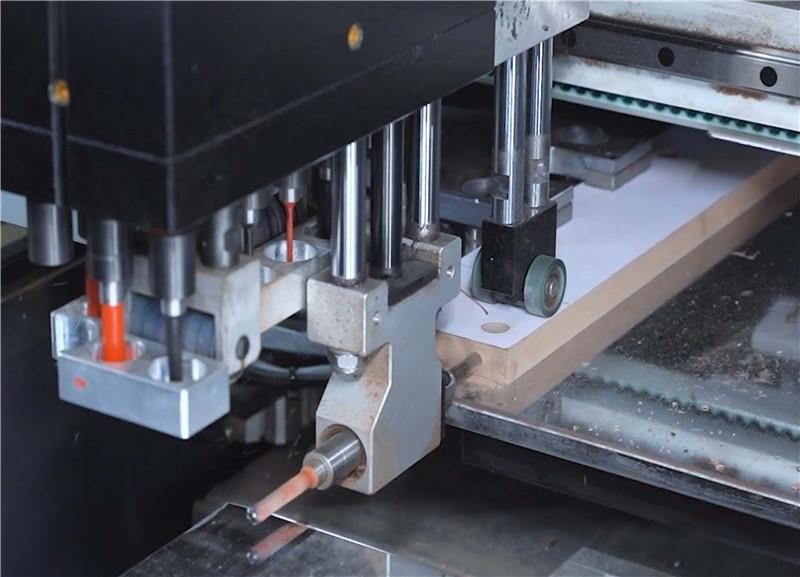
КОМПЛЕКТАЦИЯ ОБРАБАТЫВАЮЩИХ ГОЛОВ СТАНКА В основу конструкций обрабатывающих групп станка входят присадочные головы и фрезерные агрегаты в конструктивные решения, которых положены лучшие наработки ведущих мировых производителей. Верхняя обрабатывающая группа Y1/Z1: 12 вертикальных шпинделей для сверления в пласть деталей сверху; 8 (4 + 4) горизонтальных шпинделей для сверления в торцы деталей; 1 фрезерный шпиндель 6 кВт / 18 000 об/мин / ER25. Нижняя обрабатывающая группа Y3/Z3: 9 вертикальных шпинделей для сверления в пласть деталей снизу; / Преимущества наличия нижней обрабатывающей группы Y3/Z3: Сверление деталей имеющих глухие отверстия с обеих сторон за один установку; Сквозная присадка отвестий без сколов. |
|
 |
ПРОМЫШЛЕННЫЕ ЭЛЕКТРОШПИНДЕЛИ 6 КВТ+ 3,5 КВТ Установленные сверху и снизу рабочего стола данные электрошпиндели имеют регулируемую частота вращения от 0 до 18 000 об/мин) и достаточную мощность (6 + 3,5 кВт), что дает возможность осуществлять качественную фрезеровку деталей с высокой скоростью. |
 |
Функционал фрезерного узла используют там, где требуются: сложные вырезы под фурнитуру, скосы под плинтус и навески, фрезеровка радиусов на деталях и различные соединительные фрезеровки, в том числе в кухонных столешницах («еврозапил»). Также одной из функций фрезерных узлов может быть выборка паза под установку задних стенок из ДВП и ХДФ для мебельных шкафов, а также выборку пазов в выдвижных ящиках для установки дна и др. Настройки станка выставлены таким образом, что станку не требуется фрезеровать область обработки в «пыль», как это сделано на станках других производителей. Станок фрезерует по заданной траектории, а далее останавливается в паузу для того чтобы оператор удалил обрезки и станок продолжил обработку детали. Данные настройки позволяют в несколько раз повысить производительность операции фрезеровки, а также ресурс инструмента. При работе с фрезерным агрегатом используются инструментальные цанги ER25. |
|---|---|
 |
СИСТЕМА АВТОМАТИЧЕСКИХ ВЕРТИКАЛЬНЫХ ПНЕВМАТИЧЕСКИХ ПРИЖИМОВ ДЕТАЛЕЙ ПРИ ОБРАБОТКЕ Благодаря синхронизированной системе вертикальных независимых пневматических прижимов, обрабатываемые детали надежно фиксируются в рабочей зоне станка во время цикла сверления. Это гарантирует высокую точность при сверлении в пласть, даже в случаях, если детали имеют изогнутую форму из-за внутренних напряжений в материале. При сверлении деталей в торцы, при выборке пазов, а также при фрезерных обработках, когда во время обработки происходит движении детали – используются пневматические роликовые прижимы, которые также надежно прижимают детали, при этом сохраняя возможность её перемещения. |
 |
ЗАХВАТ ЗАГОТОВОК Механизм двойного захвата используется для автоматического управления подачей и позиционированием панели в соответствии с компьютерной программой сверления. |
|---|---|
 |
ВЫСОКОСКОРОСТНЫЕ СЕРВОДВИГАТЕЛИ INOVANCE На HMAC 612A-C устанавливаются современные серводвигатели с повышенными эксплуатационными требованиями и полностью цифровым подключением посредством промышленной CAN шины они устанавливаются на каждом узле для перемещения по осям X1/X2, Y1/Y2 и Z1/Z2, обеспечивая быстрое и высокоточное позиционирование шпинделя в соответствии с заданной программой при высокой скорости перемещения до 135 м/мин. Данные серводвигатели хорошо зарекомендовали себя высокой степенью надежности и стабильности даже при работе в тяжелых производственных условиях. |
 |
ПЛАНЕТАРНЫЕ РЕДУКТОРЫ ПО ОСЯМ X / Y Планетарные редукторы позволили значительно улучшить потребительские показатели оборудования, а именно: Реализовать большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода; Получить гораздо более высокий КПД; Уменьшить время на техническое обслуживание оборудования, т.к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации. |
 |
КОСОЗУБЫЕ ПЕРЕДАЧИ ШЕСТЕРНЯ – РЕЙКА ПО ОСЯМ X / Y В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине. Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. |
|---|---|
 |
ШАРИКО-ВИНТОВЫЕ ПЕРЕДАЧИ ПО ОСЯМ Z За счет исключения люфта обеспечивается высокоточное перемещение шпиндельной площадки по оси Z, а применение шарико-винтовой пары увеличенного сечения гарантирует сохранение точности при выполнении высокоскоростной обработки сложных изделий. |
 |
ВЫСОКОТОЧНЫЕ ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ ПОВЫШЕННОЙ ЖЕСТКОСТИ (ТАЙВАНЬ) За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала, шпиндельной площадки и высокооборотного шпинделя по осям X, Y и Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. |
 |
ИЗОЛИРОВАННЫЙ ШКАФ С ЭЛЕКТРОКОМПОНЕНТАМИ УПРАВЛЕНИЯ Шкаф управления станком оснащен комплектующими ведущих мировых производителей и скомпонован в отдельный, хорошо вентилируемый блок, изолированный от вибраций и других внешних воздействий. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля, настройки и обслуживания. |
|
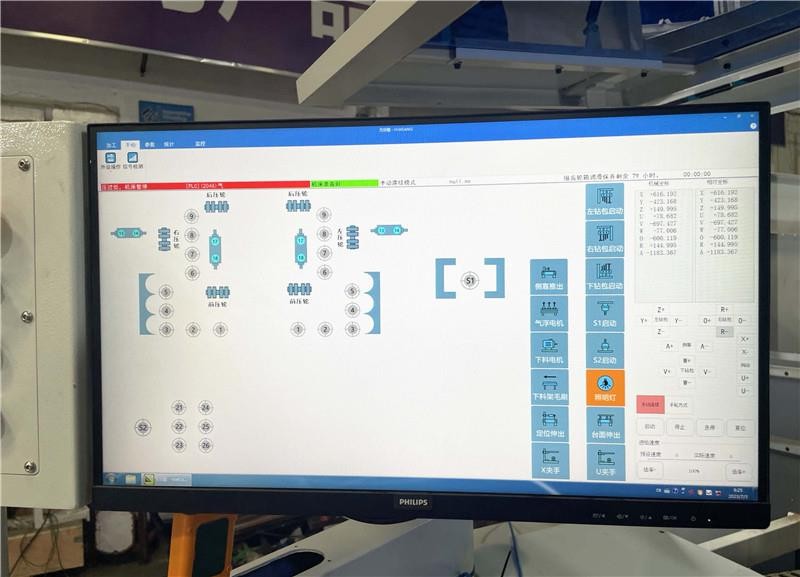
СИСТЕМА УПРАВЛЕНИЯ (ТАЙВАНЬ) + ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ Система управления станком на базе популярнейшей стойки (Тайвань) работает на ОС Windows, установленном на промышленном ПК. Простой и интуитивно понятный программный продукт на русском языке, входящий в комплектацию станка, позволяет при помощи набора команд и макросов задать обработку карты присадки любой сложности. Программа обладает доступным графическим интерфейсом, наглядно демонстрирующим технологические карты присадок, и позволяет осуществлять импорт файлов из популярных программных комплексов по проектированию мебели. Наличие интерфейсов USB, Ethernet значительно повышает удобство подключения различных внешних устройств, а также позволяет произвести подключение станка к локальной сети предприятия. Большой 19 дюймовый монитор и удобная панель с основными кнопками управления значительно облегчают работу оператору |
|---|---|
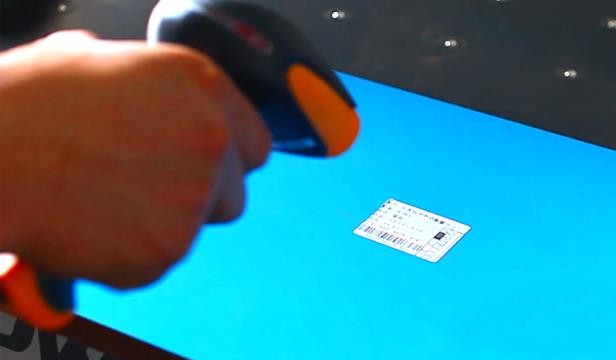 |
СКАНЕР ДЛЯ РАБОТЫ СО ШТРИХ- КОДАМИ И QR-КОДАМИ Для удобства работы, а также для сокращения времени перехода на различные карты присадки станок оснащен беспроводным сканером для считывания штрих-кодов. Данная система позволяет экономить до 20% рабочего времени, а также снизить влияние человеческого фактора, тем самым уменьшить количество брака. |
АВТОМАТИЧЕСКАЯ СТАНЦИЯ ЦЕТРАЛИЗОВАННОЙ СМАЗКИ Смазка подшипников и гайки ШВП осуществляется автоматически без участия оператора. Благодаря данной системе исключается человеческий фактор и гарантируется своевременная смазка и точное дозирование смазочного материала. Для смазки труднодоступных узлов, к которым невозможно подключить автоматическую систему смазки, предусмотрены выносные площадки с точками смазки для обслуживания. |
 |
ПРОМЫШЛЕННЫЙ ВИХРЕВОЙ НАСОС Встроенный насос вихревого типа обеспечивает постоянную подачу потока воздуха по внутренним каналам рабочего стола. Благодаря этому заготовка во время перемещения поддерживается воздушной подушкой и не контактирует с поверхностью стола. Это позволяет обрабатывать заготовки с деликатными поверхностями. |
|---|---|
 |
АДАПТАЦИЯ ДЛЯ РАБОТЫ С КОНСТРУКТОРСКИМИ ПРОГРАММНЫМИ ПРОДУКТАМИ HMAC 612A полностью адаптирован для работы с популярными программными продуктами для проектирования мебели: Базис-Мебельщик, |